


产品快速导航
技术文章
机床切削过程以及切削类型简介
时间:2015-05-26 13:24来源:未知 作者:admin 点击:
次
当工件受到刀具的挤压以后,切削层金属在始滑移面OA以左发生弹性变形。在OA面上,应力达到材料的屈服强度,则发生塑性变形,产生滑移现象。
随着刀具的连续移动,原来处于始滑移面上的金属不断向刀具靠拢,应力和变形也逐渐加大。在终滑移面上,应力和变形
机床切削过程以及切削类型简介
1.切屑形成过程:
a. 对塑性金属进行切削时,切屑的形成过程就是切削层金属的变形过程。
当工件受到刀具的挤压以后,切削层金属在始滑移面OA以左发生弹性变形。在OA面上,应力达到材料的屈服强度,则发生塑性变形,产生滑移现象。
随着刀具的连续移动,原来处于始滑移面上的金属不断向刀具靠拢,应力和变形也逐渐加大。在终滑移面上,应力和变形达到值。越过该面,切削层金属将脱离工件基体,沿着前刀面流出而形成切屑。
b.三个变形区:
(1)变形区I:从OA线到OE线内的区域,伴随沿滑移线的剪切变形以及随之产生的加工硬化。
(2)第二变形区II:切屑与前刀面磨擦的区域,切削底层靠近前刀面处纤维化,流动速度减缓,切削弯曲,切削与刀具接触温度升高。
(3)第三变形区III:工件已加工表面与后刀面接触的区域,存在纤维化与加工硬化,变形较密集。
2.切屑的类型及切屑控制(图a~c为切削塑性材料,图d为切削脆性材料)
a.切屑的类型:
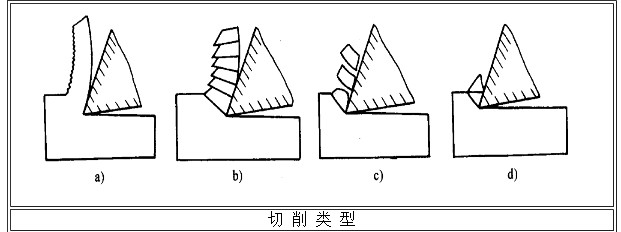
特 征
a)带状切屑 切削厚度较小,切削速度较高,刀具前角较大 内表面光滑,外表面毛茸
b)挤裂切屑 切削速度较低,切削厚度较大,刀具前角较小 内表面有裂纹,外表面呈锯齿形
c)单元切屑 相比b)进一步减小刀具前角,减低切削速度 整个单元被切离
d)崩碎切屑 加工硬脆材料时切削厚度较大时产生 形状是不规则的,表面是凸凹不平的
b.切屑控制:
“不可接受”的切屑:切削条件恶劣导致。影响主要有拉伤工件的已加工表面;划伤机床;造成刀具的早期破损;影响操作者安全。 切屑控制:在切削加工中采取适当的措施来控制切屑的卷曲、流出与折断,使形成“可接受”的良好屑形。“可接受”的切屑标准:不妨碍正常的加工;不影响操作者的安全;易于清理、存放和搬运。 切削控制的措施:在前刀面上磨制出断屑槽或使用压块式断屑器。
断屑槽的基本形式:
断屑槽的基本形式:
L:切屑在前刀面上的接触长度
R:卷屑槽半径
- 上一篇:cnc机床发展以及基本加工举例说明
- 下一篇:切削加工技术经济性分析重要性
